
The Vamox® RTO solution creates opportunities to value Ventilation Air Methane (VAM), a wasted resource, by generating carbon credits and/or power.
Generating Carbon Credits from VAM
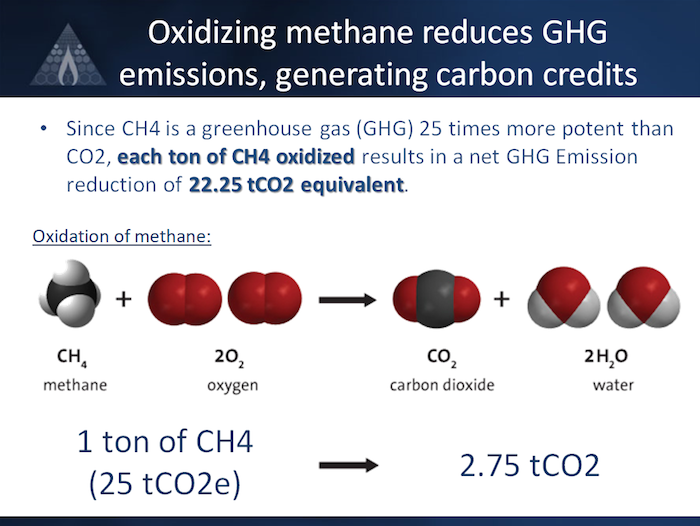
As the abatement of VAM is not mandatory, the main incentive to implement VAM abatement projects in the U.S. is the generation of carbon credits. Indeed, since methane is a greenhouse gas (GHG) 25 times more potent than CO2, GHG emissions can be reduced by simply capturing and oxidizing methane. Hence, each ton of methane oxidized results in a net emission reduction equivalent to 22.25 tCO2e.
With the adoption of the Mine Methane Capture Protocol by The California Air Resources Board (CARB) on July 1, 2014, VAM projects in the U.S. are now eligible to produce carbon credits that can be sold on the regulated California-Québec cap-and-trade program. Québec has also adopted a protocol covering VAM projects in Canada.
The selling of carbon credits ensures the bankability of GHG emission reduction projects. By securing a revenue stream in hard currency, carbon credits provide a means of financing projects that reduce GHG emissions, thereby mitigating climate change while contributing to sustainable development.
A minimum selling price of approximately ~10$/tCO2e to ~12$/tCO2e (depending on methane concentration) is typically required to deliver attractive rates of return. Over the last few years, ARBOC selling price has exceeded this minimum selling price, fostering projects opportunities. United States and Canada are currently the only two jurisdictions in the world where the selling price of carbon credits generated from VAM abatement projects is high enough to secure the profitability of VAM abatement project with the sale of carbon credits as the sole project’s revenue.
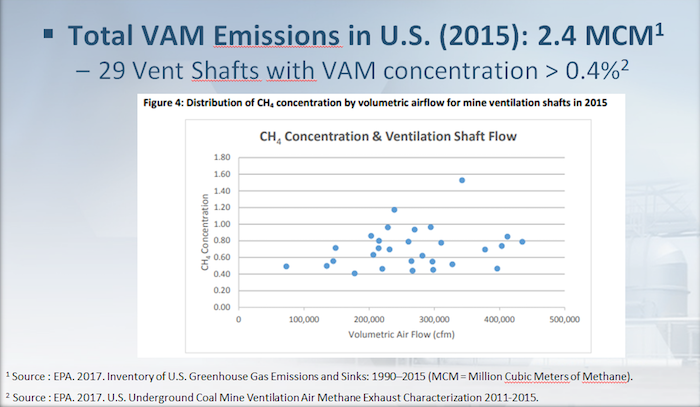
According to U.S. EPA, total VAM Emissions in the U.S. were estimated to 2.4 Million Cubic Meters of Methane (MCM) and 29 vent shafts were reported to discharge VAM at an average methane concentration high enough to be economically viable (typically >~0.4%).
Generating Power from VAM
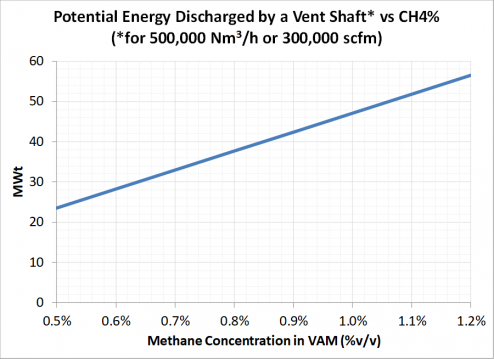
Despite its low methane concentration, VAM contains a lot of energy! A typical shaft venting 300,000 scfm (500,000 Nm3/hr) of VAM at 1%v/v contains close to 50 MWt of potential energy wasted to the atmosphere (see graph below). The Vamox® Regenerative Thermal Oxidizer (RTO) technology is an effective way to release and value this energy.
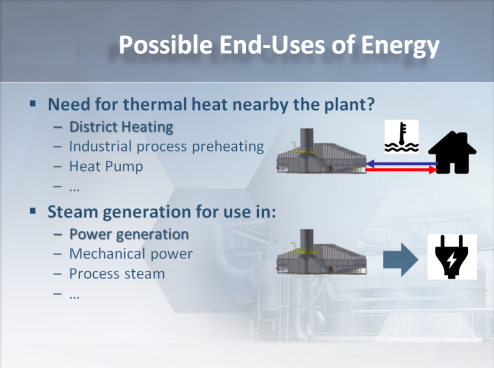
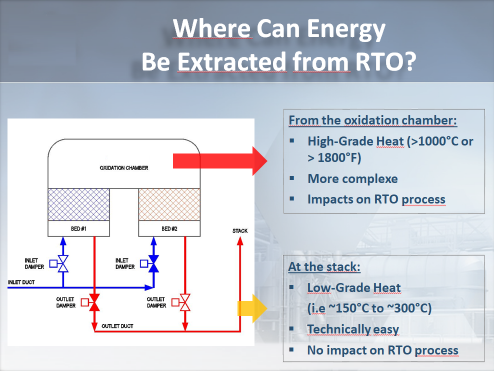
Possible end-uses include generating hot water for district heating and/or generating electric power. Different strategies may be implemented to retrieve heat from the RTO. For thermal heating (low-grade heat), the simplest approach consists in recovering heat from the stack using an heat exchanger. Electric power may also be generated from the stack by coupling an Organic Rankine Cycle (ORC) system. However, to maximize power generation, a preferred approach consists in collecting heat directly from the combustion chamber where gas temperature is much higher (high-grade heat) and supply that energy to a steam cycle for electric power generation.
CLICK HERE to request a document presenting an overview of the different waste heat recovery strategies applicable to a Vamox® RTO.